
起源の場所:
中国
ブランド名:
LIJIANG
証明:
CE
モデル番号:
LJTB01





高いコスト パフォーマンスの顕著な液体の顕著な性能のポリイソブチレン機械
内部変数の調節そして機能
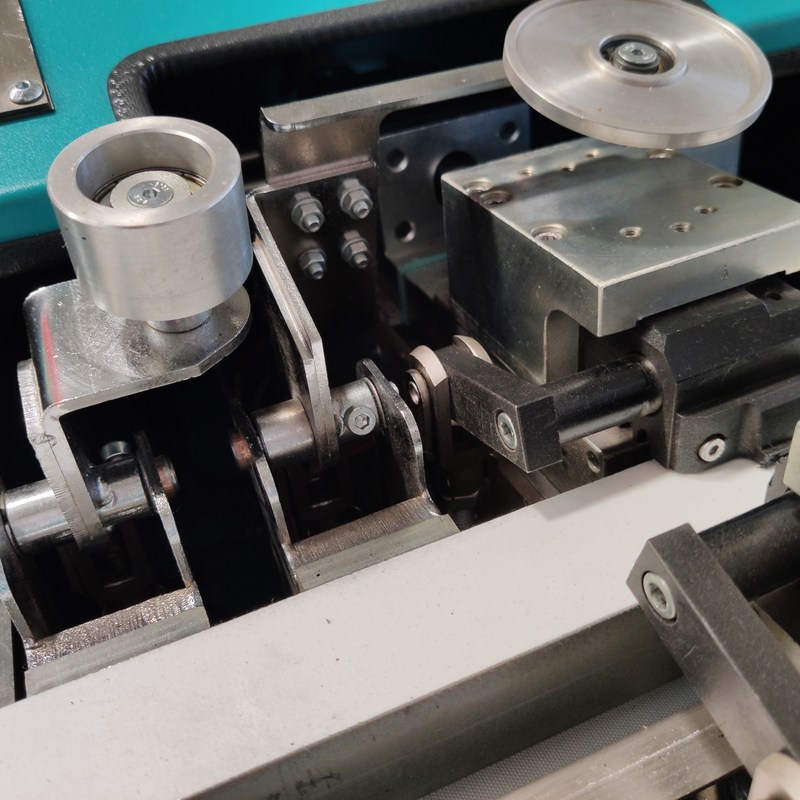
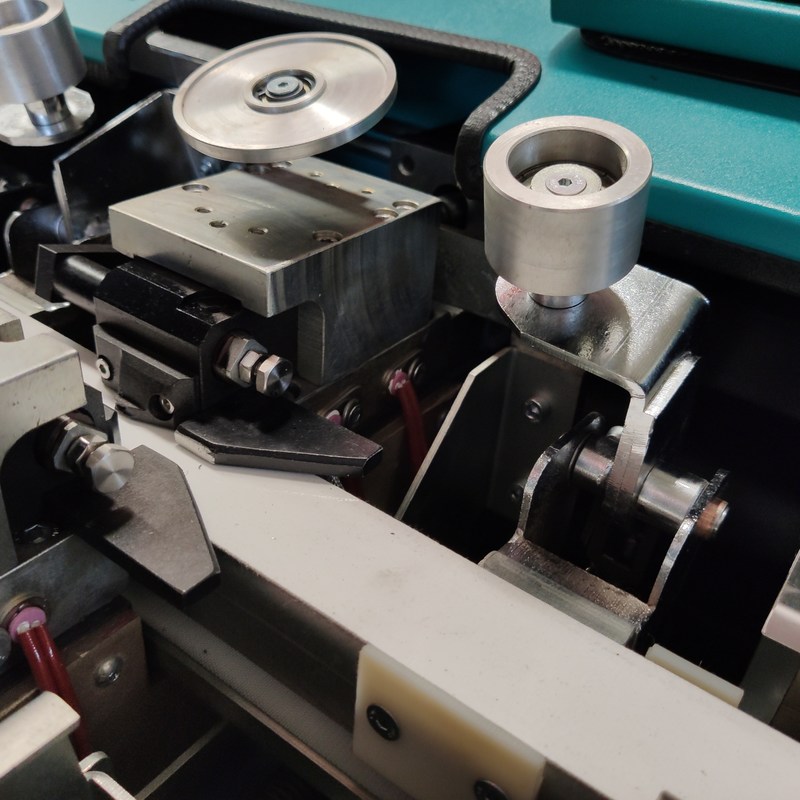
押し下げる前輪:アルミニウム フレームの前部がブチル光電スイッチの後で後誘導信号の遅れ押し下げられる時間を参照します。
前輪の上昇:アルミニウム フレームの後部がこの変数によって置かれる誘導信号の遅れの時なしにつく光電スイッチを残した後前部圧力車輪の持ち上げを参照します。開始をつけること:この変数一定の時間、つくスイッチ開いた誘導信号の遅れを用いる光電スイッチを、つけた後アルミニウム フレームの前部がつき始めるために時参照します。つくことの終わり:つくことを止める誘導信号の遅れこの変数一定の時間、つくスイッチ消えていない時アルミニウム フレームの前部残したつく光電スイッチを参照します。圧力車輪の後:圧力車輪の後で誘導信号の遅れこの変数一定の時間、を用いるブチル光電スイッチの後で時アルミニウム フレームの前部、参照します。後部に圧力車輪の持ち上がること:アルミニウム フレームの後部がつく光電スイッチを去り、誘導信号の遅れ変数設定のための時間がないとき持ち上がる後部圧力車輪を参照します。アークの遅れのブチル:アークのブチルがフィートのステップの後で、ブチルの時間を遅らせる時。特別型の中型圧力車輪の遅れ時間:フィートのステップの後で特別型につくこと、中間圧力車輪の落下の遅れ時時。特別型の遅れのブチル:特別型ときのブチルは、フィートを後ブチルの口の遅れのブチルの時間解放しました。
![]()
![]()
![]()
![]()
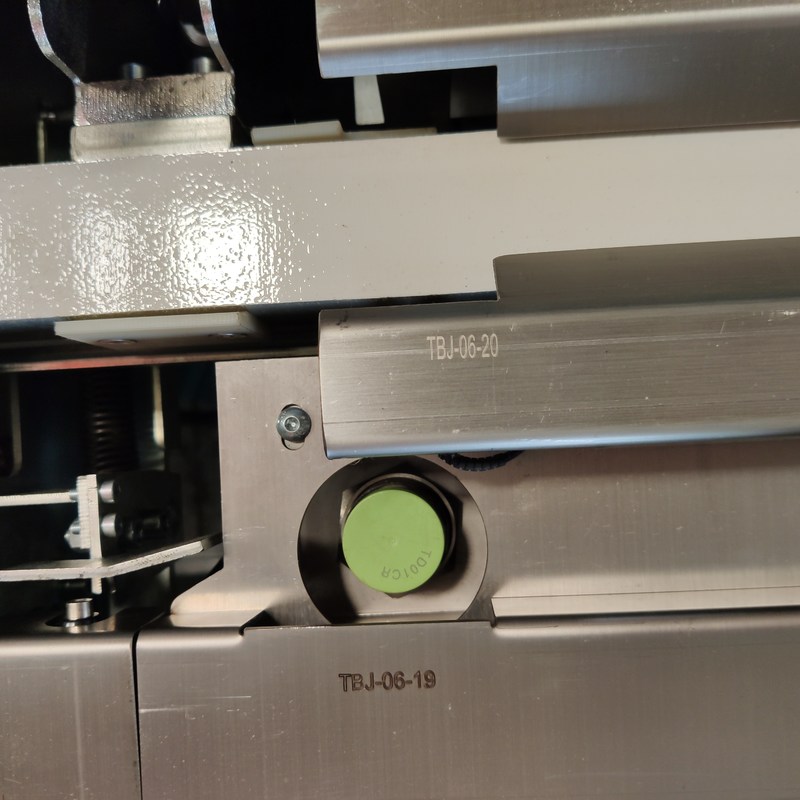
ブチル圧力の調節
空気源の圧力を調節することは油圧主システムの圧力を調節できます。通常0.4 0.4 MPaで
つく圧力のサイズを調節するために圧力減圧弁のハンドルを調節して下さい。アルミニウム棒は、ゴム製口及ぶマイクロ スイッチ、アルミニウムを検出する次の記事の金属探知器の右側のゴム製口で動作する必要がありますゴム製口はマイクロ スイッチの前のアルミニウム棒に1から2秒後に自動的に動きましたり、支持します、ゴム製口は信号が付いているマイクロ スイッチに、動いたアルミニウム ストリップを促進するバッフルの後で自動的に、進み、自動的に停止は、自動ゴム製口の幅をです完全調節します。
![]()
スイッチ・ボタンをかちりと鳴らし、ピストン出口の後でゴム製シリンダーのハンドルを手で引っ張って下さい。ブチルのブロックをブチル シリンダーに入れ、ブチル シリンダー基盤をきれいにし、そして潤滑油にブラシをかけ、そしてブチル シリンダーを押し、そしてボタンにブチル シリンダーをかちりと鳴らして下さい。光電スイッチは2つの調査を通って組の光電スイッチ、アルミニウム棒直接妨げます伝達、ブチルの接着剤間の信号を働き始めました2つの調査の取付け一直線に並ぶべきですたくさんの偏差ではないです。
技術的なデータ
| 圧搾圧力 | 10-18MPa |
| 温度 | 110~140℃ |
| アルミニウム スペーサの幅 | 4-30mm |
| 速度 | 0-47m/min |
| ブチル シリンダーの直径 | 200mm |
| 空輸補給 | 0.4mの³ /min |
| 空気圧 | ≥0.6MPa |
| 総力 | 380V、5KW、50HZ |
| 次元 | 2600×680×1100mm (L×W×H) |
| 重量 | 650kg |
私達にあなたの照会を直接送りなさい


 english
english
 français
français
 Deutsch
Deutsch
 Italiano
Italiano
 Русский
Русский
 Español
Español
 português
português
 Nederlandse
Nederlandse
 ελληνικά
ελληνικά
 日本語
日本語
 한국
한국
 العربية
العربية
 हिन्दी
हिन्दी
 Türkçe
Türkçe
 indonesia
indonesia
 tiếng Việt
tiếng Việt
 ไทย
ไทย